Для чего нужен сварочный инвертор полуавтомат. Сварочный автоматический аппарат для металла
Сварка, аппараты сварки, станки для сварки металлов
Сварка — процесс в металлообработке скрепления между собой сварным швом двух металлических листов при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого.
В нашем каталоге представлены станки для точечной, холодной и шовной сварки, а также мобильные аппараты и установки ведущих мировых производителей.
За консультацией по приобретению необходимого сварочного оборудования обращайтесь к нашим специалистам. От выбора подходящего аппарата сварки зависит, как быстро Вы сможете решить поставленные производственные задачи.
Диапазон сфер применения рассматриваемого оборудования включает в себя тяжелое машиностроение, судостроительную и автодорожную отрасли, станкостроение, строительство и прокладку коммуникаций — сварные технологии применяются повсеместно. Наряду с существующими методами, например, такими как автоматическая дуговая или контактная сварка постоянно развиваются новые виды для работы с передовыми материалами. Специалисты предметной области специализируются на проведении работ, и в создании технологий обычно участия не принимают. Несмотря на то, что по-прежнему шире распространена и более востребована горячая сварка (в отличии от лазерной или индуктивной), потребности передовых отраслей промышленности постоянно растут, и непрерывно ведется работа над созданием принципиально новых методов.
На рынке представлен широкий ассортимент устройств и инструментов для сварки различных металлов, при этом, достаточно сложно определиться с выбором. Существует оборудование компактное и габаритное, стационарное и мобильное, легкое и тяжелое, что заставляет отнестись к выбору ответственно и серьезно.
Для грамотного выбора сварочного оборудования следует ответить на следующие несколько вопросов. Для начала необходимо определиться с материалами, которые Вы собираетесь соединять сваркой, а также требуемый или желаемый тип сварного шва. Именно от этих характеристик и будет зависеть выбор способа сварки. После этого выбираем необходимое сварочное оборудование, исходя из требований к качеству шва. Кроме того, следует учесть, насколько интенсивно сварочное оборудование будет использоваться. Каждая представленная модель может обеспечивать различное время непрерывного процесса сварки (то есть, горения дуги при протекании тока). Желаемая или необходимая для различного рода работ продолжительность нагрузки может существенно отличаться. Выбирать сварочное оборудование следует только после того, как внимательно рассчитана будущая нагрузка. Далее уже не составит труда по существующим таблицам определиться с окончательным выбором.
www.in-vent.ru
Автоматическая сварка

Практически каждый человек хотя бы примерно знает о том, что такое сварка. Однако в большинстве случаев, в голове возникает образ человека в сварочной маске и с инструментов руках. Однако ручная сварка это ещё не все, современные технологии позволяют полностью автоматизировать процесс сварки. Использование автоматической сварки происходит в различных промышленностях. Ценится данный способ за свою простоту, скорость работы, высокое качество результата и долгим сроком эксплуатации шва. Чаще всего, для достижения наилучшего качества шва, применяют флюс.
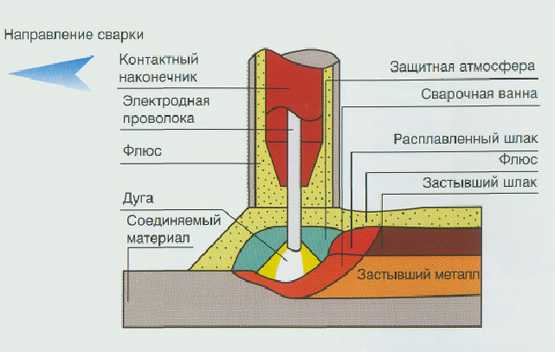
Сварка флюсом в автоматическом режиме, по большинству мнений, является лучшей разновидностью автоматической сварки. Этим и обусловлена её популярность применения на различных производствах. Также, понятие автоматическая сварка под флюсом часто называют электродуговой сваркой под флюсом.
Весь процесс происходит следующим образом. Под воздействием электрического тока дуга раскаляется до высоких температур, вследствие чего она начинает гореть. Пламя направляется на то место, в котором находится сварочный электрод и плавит его. Электроды располагаются в месте будущего сварочного шва, он находится между торцами двух свариваемых деталей, на расстоянии от 5 до 20 миллиметров.
Пламя сварки, должно быть направлено строго на место будущего сварочного шва используется программирование действий, если же автоматическое прицеливание осуществить не возможно, в этом случае сварочная дуга направляется механическим способом.

Плюсы и минусы сварки под флюсом
Любой процесс всегда имеет свои преимущества и недостатки. Автоматическая сварка под флюсом не исключение. Отличительной чертой данного способа сварки является его высокая экономичность, дело в том, что количество флюса, для отличного итогового результата, нужно совсем немного. Следовательно, автоматическая сварка под флюсом позволяет значительно экономить материал, причём это абсолютно никак не будет сказываться на качестве шва.
Экономить флюс позволяет специальная конструкция сварочного аппарата, которая обеспечивает отличную тягу для сцепки даже материалов высокой плотности. Также шов покрывается тончайшим слоем шлака, который также положительно влияет на физически характеристики соединения. Именно поэтому автоматическая и полуавтоматическая сварка под флюсом очень часто используется для сварки труб.
Преимущества использования автоматической сварки:
- высокий уровень производительности, относительно альтернативных методов сварки;
- электрод используются практически полностью, его потери составляют меньше, чем 2% от исходного объёма;
- в процессе сварки не образуются брызги;
- место соединения находится под защитой эластичного слоя, поэтому газы, присутствующие в атмосфере, никак не повлияют на качества шва;
- при автоматической сварке практически не образуются оксиды;
- шов получается с мелкозернистой структурой, это достигается путём равномерного нагрева на протяжении всего процесса;
- из-за того, что для сцепки материалов используется флюс, отпадает надобность использования дополнительных защитных приспособлений;
- после выполнения процесса остывания металла происходит достаточно быстро.


Человек, который никогда не встречался с автоматической сваркой, может подумать, что в её использовании есть только плюсы. Однако это не так. Данный способ имеет несколько недостатков:
- Высокие финансовые затраты. Создание всего процесса и закупка необходимого оборудования обходятся очень дорого. В связи с этим применения данного способа сварки целесообразно только в промышленных условиях, в быту лучше использовать обычную ручную сварку.
- Материал, который нужно соединить, достаточно трудно закрепить в нужном положении, это связано с технологическими особенностями метода.
- Автоматическая сварка негативно сказывается на человеческом организме.
- Большой процент выполняемых работ требует наличие специализированного оборудования, которое, как правило, имеется только на производствах.
Исходя из вышеуказанной информации, можно понять, что данный метод сварки применяется в основном только на различных промышленных предприятиях, использование этого способа в быту связано с определёнными трудностями. Данный способ соединения позволяет сваривать как однородные металлы, так и разнородные, толщина свариваемого материала может принимать значения от 1 до 150 мм.
Что нужно для обеспечения процесса автоматической сварки?
Для сварки металлов используется специализированной оборудование, которое называется сварочный аппарат. На данный момент существует большое количество его модификаций, каждая из них отличается друг от друга по техническим характеристикам и каждая лучше, чем другая подходит для выполнения тех или иных операций.
Например, имеются такие модификации автоматического сварочного аппарата, в устройстве которого реализована постоянная подача сварочной проволоки. Сварка с использованием такого агрегата позволяет повысить уровень производительности на максимальный уровень, потому что с его помощью можно очень быстро создать однородную массу и создать высококачественное соединение.
Также имеются модификации, способные полностью в автоматическом режиме регулировать абсолютно все параметры без исключения. Многие люди считают агрегаты такого типа самыми лучшими, однако это не так, все связано со сложностью технической настройки аппарата. Большое количество программ требует настройки, и только после её выполнения аппарат сможет осуществлять свою деятельность без дополнительного участия кого-либо или чего-либо. Поэтому данную модификацию сварочного аппарата используют только профессионалы своего дела, любителям и новичкам будет очень сложно разобраться во всех тонкостях настройки.
Любые сварочные головки оснащены режимом восстановления, он выполняется в том случае, если они вращаются равномерно, а длина дуги меняет свой размер. Весь процесс является зависимым от плавления электродов, который возникает из-за автоматической регулировки длины дуги.
Важно знать: увеличение размеров зазора напрямую ведёт за собой повышенную подачу напряжения, это влияет на изменение силы тока требуемого для выполнения сварки.
Автоматический сварочный аппарат имеет ещё одну особенность. В том случае, когда сварочная дуга изменяет свой размер, уровень подачи тока и скорость плавления увеличиваются. Естественно, что обычная бытовая розетка не подойдёт, для выполнения этой функции нужно использовать элемент с жёсткой вольт-амперной характеристикой.
А если уровень скорости подачи электродов под сварочную дугу уменьшить, то сварочные головки, оснащённые автоматическим регулятором напряжения, повлияют на размер дуги. Уровень напряжения в любом случае повысится обратно, однако чтобы это осуществилось нужно использовать элемент питания с уменьшающейся вольт-амперной характеристикой.
Все сварочные аппараты отличаются не только своими техническими параметрами, но и настройкой. Для различных модификаций она может существенно изменяться. Если излагать простыми словами, человеку приходится самостоятельно изменять силу тока и напряжение, подающееся на дугу.
В агрегатах, которые работают на неизменной скорости подачи, требуется подбирать значение напряжения и тока, подходящее для сварки любых типов материала. Настройка дугового напряжения побирается опытным путём.
В заключение
Любая модификация автоматического сварочного аппарата имеет свою уникальную конструкцию. Раньше считалось, что тип конструкции создаёт производитель, однако со временем были созданы стандарты ГОСТ на сварку, которым необходимо следовать. Их создание позволило сделать конструкцию сварочных аппаратов от разных производителей похожими друг на друга.
svarkagid.com
Для чего нужен сварочный инвертор полуавтомат
Все особенности сварочного инвертора полуавтомата можно узнать в нашем каталоге.
Задать интересующие вас вопросы можно по телефону:
+7 (4712) 747-242
Что такое инверторный полуавтомат
Электрическая сварка за все время своего существования прекрасно зарекомендовала себя как отличный способ соединять различные металлы. На сегодняшний день она нашла применение в производстве и строительстве. Причем недорогие сварочные аппараты доступны и для бытового применения.
С момента своего создания сварочный аппарат постоянно совершенствовался, претерпевая различные конструктивные изменения, в результате из большого и тяжелого трансформаторного сварочного аппарата получился инверторный. Эти же изменения коснулись и полуавтоматических сварочных аппаратов, которые также стали легче и компактнее.
Однако инвертор не только позволил существенно уменьшить габариты и вес сварочного аппарата, благодаря данной технологии появилась возможность оснащать сварочное оборудование микроконтроллерами, в которых заложены алгоритмы по управлению сварочным аппаратом. Автоматика облегчает зажигание дуги, выдавая дополнительный импульс в момент «чиркания», она способна разорвать цепь в случае короткого замыкания или если сварочной проволоки коснется человек. Инверторные сварочные аппараты обеспечивают более качественный шов, так как в процессе сварочных работ металл почти не разбрызгивается.
Сварочный инвертор полуавтомат отличается от обычного аппарата радом особенностей. В первую очередь полуавтоматы вместо коротеньких электродов используют специальную, свернутую в рулон, сварочную проволоку. Благодаря этому у сварщика отпадает необходимость тратить время на замену электродов.
Еще одной особенностью сварочных полуавтоматов это возможность производить сварку в среде защитного газа. В результате чего, таким сварочным аппаратом возможно работать с более разнообразными металлами. К примеру, можно варить алюминиевые сплавы, нержавеющую, низкоуглеродистую или легированную сталь и этими металлами список не ограничивается.
Сварочные швы у полуавтомата получаются более качественными из-за автоматической системы подачи проволоки и меньшего нагрева металла. В результате, металлическая поверхность не деформируется, а швы не трескаются даже по прошествии большого количества времени.
Стоит отметить, что сварочный полуавтомат годиться и для точечной сварки, для проведения которой необходимо специальное сопло. Данное сопло имеет цилиндрическую форму и специальные отверстия для выхода газа.
Также существуют сварочные полуавтоматы, которые сваривают металл под слоем флюса и используют для сварки специальную порошковую проволоку. Однако данные типы сварочного оборудование не получили особого распространения.
Применение сварочных полуавтоматов наиболее оправдано на производствах и стройках, где приходится ежедневно сваривать большое количество разнообразных металлов. Такой аппарат способен в значительной степени увеличить производительность труда и качество готовой продукции.
www.tweld.ru
Оборудование для автоматической сварки | Инструмент, проверенный временем
В процессе сварки применяются два вида автоматического оборудования: подвесные (неподвижные и самоходные) головки и сварочные тракторы (таб. 23). Они производят следующие операции: возбуждение дуги, непрерывную подачу в зону дуги электродной проволоки флюса в процессе сварки, перемещение сварочной дуги вдоль свариваемого шва, гашение дуги в конце сварки.
Важным условием, обеспечивающим нормальный устойчивый процесс автоматической сварки, является равенство скорости подачи электродной проволоки и скорости ее плавления. Это условие в процессе сварки может нарушаться различными факторами: изменениями напряжения в сети, нечеткой работой подающего механизма, неровностями поверхностей свариваемых кромок, при которых изменяется дуговой промежуток, и др. Чтобы процесс сварки протекал устойчиво, а длина дуги сохранялась
постоянной, применяют автоматы, сконструированные по двум основным принципам: автоматы с переменной скоростью подачи электронной проволоки, зависящей от изменения дугового про* межутка, и автоматы с постоянной скоростью подачи электронной проволоки. Автоматы с переменной скоростью подачи электродной проволоки имеют относительно сложную электрическую схему и поэтому получили ограниченное применение (при низких напряжениях и малых сварочных токах). Более широкое применение получили автоматы с постоянной скоростью подачи электродной проволоки.
Электродвигатель, обеспечивающий через редуктор и подающие ролики подачу электродной проволоки, питается непосредственно от сети. Поэтому скорость вращения электродвигателя будет постоянна, независимо от длины (следовательно, и напряжения) дуги. Саморегулирование осуществляется так.
Если в процессе сварки длина дуги уменьшится (например, из-за неровностей на поверхности свариваемых кромок), то напряжение на дуге понизится. Так как внешняя характеристика источника питания дуги падающая, то уменьшение напряжения приведет к возрастанию сварочного тока и тем самым к увеличению скорости плавления электродной проволоки (скорость плавления проволоки почти пропорциональна сварочному току). Повышение скорости плавления проволоки при постоянной скорости ее подачи приведет к удлинению дуги, то есть к восстановлению установленного режима сварки. Если же длина дуги увеличится, то напряжение возрастет, и в соответствии с внешней характеристикой источника тока сварочный ток понизится. Следовательно, скорость плавления электродной проволоки уменьшится, что при постоянной скорости ее подачи приведет к сокращению дугового промежутка.
Процесс саморегулирования осуществляется нормально при питании дуги постоянным током. При переменном токе для устойчивой работы автомата колебания напряжения в сети не должны превышать 6-8 %.
Автоматические головки АБС состоят из трех узлов (рис. 83). Первый узел — сварочная головка — включает электродвигатель, механизм подачи проволоки с правильным механизмом, токоподводящий мундштук, корректировочный механизм для направле
ния головки по шву и трехкнопочный пульт управления. Набор сменных шестерен механизма подачи позволяет изменять скорость подачи, электродной проволоки в пределах от 28,5 до 225 м/ч.
Второй узел — подвесной механизм — состоит из подъемного механизма для подвески и вертикального подъема сварочной головки, флюсоаппарата для подачи флюса в зону дуги и отсасывания неиспользованного флюса обратно в бункер и кассеты с электродной проволокой.
| Рис. 83. Сварочный аппарат типа АБС: I узел: 1 — мундштук; 2 — правильное устройство; 3— подающий механизм; 4 — пульт управления; II узел: 5 — катушка; 6 — флюсоаппарат; ІП узел — самоходная тележка |
Третий узел представляет собой самоходную тележку, состоящую из электродвигателя, от которого движение через фрикционное устройство, червячные передачи и одну сменную пару шестерен передается ведущим бегунам тележки. Сменные шестерни позволяют изменять скорость перемещения тележки, то есть скорость сварки, в пределах 13,5-112 м/ч.
Головка АБС предназначена для сварки стыковых, угловых и нахлесточных швов. При этом узлы, входящие в головку АБС, позволяют использовать ее как подвесную неподвижную и как самоходную.
Сварочный трактор является более эффективным и маневренным сварочным аппаратом. Он представляет собой автоматическую головку, установленную на самоходной тележке, которая перемещается с помощью электродвигателя по свариваемому изделию или по направляющему рельсовому пути вдоль свариваемого шва. Трактор ТС-17М (рис. 84) применяется при изготовлении и монтаже различных строительных конструкций (ферм, мачт, балок), при сварке под флюсом наружных и внутренних кольцевых швов, при сварке труб и резервуаров диаметром более 800 мм (тракторы других марок незначительно отличаются от ТС-17М — рис. 85). Им можно производить сварку всех видов швов в нижнем положении.
| 6 7 Рис. 84 Сварочный трактор ТС-17М: 1 — направляющие колеса; 2 — электродвигатель для подачи электродной проволоки и передвижения трактора; 3 — ведущие колеса; 4 — пульт с кнопками управления; 5 — кассета с электродной проволокой; 6 — электроизмерительные приборы; 7 — электродная проволока; 8 — бункер для флюса; 9 — механизм подачи проволоки; 10 — мундштук |
| 1 Рис. 85. Сварочный трактор АДС—100-2: 1 — самоходная каретка; 2 — электродвигатель; 3 — пульт управления с кассетой для проволоки; 4 — электродная проволока; 5 — электродвигатель механизма подачи проволоки; 6 — бункер для флюса; 7 — механизм подачи проволоки |
Трактор имеет один электродвигатель трехфазного тока, который приводит в движение механизм подачи электродной проволки и механизм передвижения трактора вдоль свариваемого шва. Подающий механизм состоит из понижающего редуктора и двух роликов (ведущего и прижимного), между которыми протаскивается электродная проволока. Механизм передвижения трактора состоит из редуктора и двух ведущих бегунов, вал которых соединен с редуктором фрикционной муфтой. Наличие сменных шестерен позволяет в широких пределах изменять скорость подачи электродной проволоки и скорость передвижения трактора в соответствии с режимом сварки. В комплекте трактора имеется два токопроводящих мундштука. Для электродной проволоки диаметром 1,6-2,0 мм применяют трубчатый мундштук с бронзовым наконечником, смещенным к оси трубки, который обеспечивает хороший электрический контакт с электродной проволокой. Для электродной проволоки большего диаметра применяют мундштук с двумя бронзовыми контактами, между которыми перемещается проволока. Правка электродной проволоки осуществляется специальным правильным механизмом.
Трактор снабжен двумя бункерами для флюса: один бункер применяют при сварке вертикальным электродом, а второй — при сварке наклонным электродом. Толщйна насыпаемого слоя флюса устанавливается вертикальным перемещением патрубка, по которому подается флюс в разделку кромок. Если сваривают стыковой шов без разделки кромок, то трактор направляется вручную.
Если сваривают шов с разделкой кромок, то на одну из штанг подвески устанавливают копир, состоящий из двух последовательно расположенных роликов, которые при сварке катятся по разделке кромок и тем самым направляют трактор вдоль свариваемого шва.
При сварке угловых швов «в лодочку» копировальным элементом служит ролик, закрепленный на специальной штанге в катящийся по углу свариваемого шва.
Трактор имеет трехкнопочный пульт управления. Кроме того, есть дополнительный пульт управления, используемый при сварке кольцевых швов на цилиндрических изделиях (котлы, цистерны, резервуары), для управления электродвигателем стенда. На стенде вращается свариваемое изделие (рис. 86).
Рассмотрим и шланговый полуавтомат (рис. 87).
Он сочетает универсальность и маневренность ручной сварки с преимуществами автоматической сварки под флюсом. Полуавтоматическая установка производит только подачу электродной проволоки в зону дуги, а перемещение дуги вдоль свариваемого шва осуществляет сварщик с помощью специального электрододержателя. Сварка производится при повышенных плотностях тока до 200 А/мм2, что позволяет применять электродную проволоку диаметром 1,2-2,5 мм. Высокие плотности тока повышают температурный режим сваркй, коэффициент плавления и глубину провара шва. Вследствие этого допускается некоторое уменьшение разделки кромок, уменьшается необходимый расход электродной проволоки на единицу длины разделки кромок. При этом не только повышается производительность процесса сварки, но и значительно сокращается расход электроэнергии.
В сварочном производстве получили большое распространение шланговые полуавтоматы типов ПИЗ—5, ППТ-54.
| Рис. 87. Схема поста полуавтоматической сварки под флюсом: 1 — кассета подающего механизма; 2 — гибкий шланг для подачи электродной проволоки и электрического тока; 3 — ролики подающего механизма; 4 — держатель; 5 — подающий механизм; 6 — аппаратный ящик с электрооборудованием полуавтомата; 7 — сварочный трансформатор |
| Рис. 86. Стенд сварки швов (а) и флюсоременная подушка (6) |
| направление вращения изделия б |
Шланговый полуавтомат типа ПШ—54 состоит из источника тока, шкафа управления, кассеты с электродной проволокой, механизма подачи проволоки, гибкого шланга, который заканчивается держателем* Бухта электродной проволоки заправляется в кассету после тщательной очистки от грязи, масла и ржавчины. Подача электродной проволоки осуществляется с помощью электродвигателя трехфазного тока мощностью 100 Вт, который через редуктор вращает ведущий ролик механизма подачи. Между ведущим и поджимным роликами протаскивается электродная проволока. Переключением шестерен коробки скоростей можно изменять скорость подачи электродной проволоки в пределах 78-600 м/ч. Шланговый провод длиной 3,5 м и диаметром 27 мм служит для подачи электродной проволоки по центральному каналу в зону дуги. В шланг вмонтированы провод для подвода сварочного тока и провода управления пуском и выключением электродвигателя механизма подачи, включением и выключением сварочного тока. Держатель представляет собой трубчатый мундштук с ручкой и специальной воронкой для флюса. Воронка вмещает 1,5 кг флюса и снабжена пластинчатой заслонкой. Шкаф управления содержит контрольные приборы (амперметр и вольтметр) и устройства для включения и выключения системы управления.
Включение электродвигателя для подачи электродной проволоки и тока сварочной цепи у полуавтомата типа ПТ, П-54 производится замыканием сварочной проволоки на изделие, а прекращение процесса сварки достигается удалением держателя от поверхности свариваемого изделия, т. е. обрывом сварочной дуги. В полуавтоматах типа ПШ-5 включение и выключение электродвигателя механизма подачи электродной проволоки и тока сварочной цепи производят пусковой кнопкой на рукоятке.
Шланговый полуавтомат типа ПДШ-500 имеет по сравнению с полуавтоматами ПШ-5 две существенные особенности. Полуавтомат работает по принципу зависимости скорости подачи электродной проволоки от напряжения дуги, и поэтому электрическая схема саморегулирования режима сварки сходна со схемой автоматической головки АДС-1000.
Второй особенностью является принудительная подача флюса сжатым воздухом по шлангу через держатель в зону сварки.
| Таблица 24 Техническая характеристика шланговых полуавтоматов
|
Подающий механизм, смонтированный на подвижной тележке, работает от электродвигателя постоянного тока через понижающий редуктор. Ведущий и нажимной ролики подают электродную проволоку из кассеты по шлангу в зону сварки.
Скорость подачи электродной проволоки устанавливают реостатом, включенным в цепь обмотки электродвигателя. На тележке укреплен бункер с устройством для пневматической подачи флюса в зону сварки. Воздух используется от заводской воздушной сети или от компрессора. На специальной панели тележки установлены измерительные приборы и устройства управления.
Полуавтомат типаА-11 07 служит для сварки под флюсом и в среде углекислого газа как сплошной, так и порошковой проволокой. Полуавтомат имеет модификации: А-1197С — подающий механизм с асинхронным электродвигателем, а регулирование скорости подачи осуществляется сменными зубчатыми шестернями; А-1197П — подающий механизм с электродвигателем постоянного тока, обеспечивающий плавное регулирование скорости подачи электродной проволоки. Номинальный сварочный ток — 500 А. Диаметр электродной проволоки
1,6-3,5 мм. Скорость подачи электродной проволоки 90-900 м/
ч. Шланговые автоматы отличаются от полуавтоматов тем, что вместо держателя для ручного перемещения сварочной дуги применяется самоходная сварочная головка легкого типа с электродвигателем и устройством для перемещения ее по свариваемому изделию вдоль шва.
Шланговый автомат типа АДШ-500 имеет два типа самоходных головок: ГС А-1-2 и ГСА-2-2. Головка типа ГСА-1-2 предназначена для приварки к горизонтальной плоскости различных полос, ребер или других профильных элементов высотой 50-160 мм. Головку типа ГСА-2-2 применяют для тех же работ, но при высоте привариваемых элементов более 160 мм. Она прижимается к свариваемому изделию электромагнитами, полюсами которых служат катки тележки. Сварочный ток устанавливается в пределах 150-600 А. Для включения и выключения сварочного тока автомат оборудован дистанционным кнопочным устройством.
Автомат позволяет производить сварку со скоростью 10-65 м/ч. Флюс подается в зону сварки пневматически. Контрольные приборы — амперметр и вольтметр, а также маховичок потенциометра для плавного регулирования скорости сварки — смонтированы на корпусе механизма подачи электродной проволоки. Вес самоходной головки составляет 10-12 кг.
Разработан способ шланговой многоэлектродной сварки. Он предусматривает подачу в зону дуги с одинаковой скоростью одновременно трех электродных проволок диаметром 1,6—2,0 мм. Это позволяет применять сварочные токи до 800-1000 А и тем самым значительно повышать производительность сварки. Важным преимуществом этого способа является также возможность легирования металла свариваемого шва. Для этой цели применяется легированная сварочная проволока.
Установки и приспособления, служащие для механизации вспомогательных работ, могут быть разбиты на две основные группы: универсальные и специализированные.
Универсальные установки и приспособления применяют при разнообразных сварочных работах. К ним относятся устройства и приспособления общего назначения: стенды и кантователи различной конструкции, струбцины, винтовые стяжки, правильные скобы, хомуты, домкраты и др. Специализированные установки и приспособления разрабатывают и применяют при серийном и массовом производствах. Они представляют собой стенды и установки с неподвижными и подвижными фиксаторами, имеющими зажимные устройства с механическим, пневматическим, гидравлическим или электрическим приводами. Такие устройства позволяют быстро и с достаточной точностью фиксировать взаимное расположение элементов свариваемой конструкции, значительно сокращая объем работ по разметке я проверке сборки свариваемого изделия.
hssco.ru
Сварочные аппараты для автомобиля
На данной странице вы найдете сведения по теме “для автомобиля”, а также ссылки на другие страницы нашего сайта, которые связаны с данной темой. Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.
При осуществлении сборки или ремонта автомобилей может использоваться газовое и электрическое сварочное оборудование. Здесь мы рассмотрим электрические сварочные аппараты для автомобилей.
При создании новых или ремонте (текущем, аварийном и т. п.) автомобилей электрическое сварочное оборудование применяется для работ с металлическими деталями. В процессе сварки обработке подлежат детали из металла разной толщины и с разной доступностью к месту монтажа. Поэтому, сварочные аппараты для автомобилей делятся на две большие группы:
- -оборудование для заводской сборки новых автомобилей;
- -оборудование для ремонта и модернизации бывшей в употреблении автотехники.

Ремонт с использованием сварочника включает в себя не только сварочные (сборочные и демонтажные) работы, но и другие операции, например, рихтовку. Во-первых, в процессе этой операции деформированные части кузова автомобиля вытягиваются при помощи специальной оснастки. Для её крепления к поверхности к ключевым точкам вмятины привариваются шайбы. За них, впоследствии, будут зацепляться крюк тали или наконечник обратного молотка. Во-вторых, сварочник, часто, используется для нагрева толстых деталей (например, узлов кузова у грузовых автомашин, лонжеронов — у легковых) для дальнейшей их деформации.
Кроме того, ремонтные сварочники часто имеют дополнительные опции. Очень распространены, например, конструкции, предусматривающие оснащение сварочника зарядно-пусковым устройством. Это устройство предназначено для:
- -обслуживания стартёрных аккумуляторных батарей автомобиля;
- -пуска двигателя автомашины при разряженном аккумуляторе.
Малогабаритные аккумуляторные сварочные инверторы позволяют произвести срочный ремонт автомобиля прямо на месте (на удалённом шоссе). Запаса электрической ёмкости одного комплекта источника электропитания хватит на несложный сварочный ремонт, и большегрузный автомобиль сможет продолжить движение, не меняя маршрут. При необходимости ремонтная бригада может взять с собой запасные аккумуляторные батареи.
Cварочные аппараты для кузовных автомобильных работ
Сварочные аппараты для кузовных работ выполняют операции по специальной технологии. Она предусматривает целый ряд процессов, которые направлены не только на сохранение структурных свойств металла, но и его защиту.
Сборка, в большинстве случаев, выполняется методом контактной сварки. Операция осуществляется методом разогрева соединяемых деталей в отдельных точках. Повышение температуры происходит за счёт пропускания большого тока через малое поперечное сечение этих точек контакта. Они разогреваются до необходимой температуры и соединяются. Основная масса металла соединяемых деталей, при этом, не нагревается и его структурные свойства не меняются. После монтажа места сварки проходят антикоррозионную химическую обработку и изолируются герметиком для автомобильного кузова.
Не опасна сварка только для алюминия. Связано это с тем, что этот металл не подвержен коррозии. Поэтому, многие новые модели автомобилей комплектуются деталями из алюминия (например: капот, крылья и т. п.). Сварка деталей, изготовленных из алюминия, производится специальными электродами в среде аргона.
Сварочные аппараты для кузовных автомобильных работ методом точечной сварки подразделяются на одноточечные и многоточечные автоматы. Среди одноточечных очень популярен МТНЧ-250. При необходимости использования многоточечного, применяется МТИП-600. Скорость сварки 8000…19200 точек в час. Она зависит от толщины металла и конфигурации обрабатываемых поверхностей: например, днище – быстрее, а лонжероны — медленнее.
Сварочные аппараты для ремонта автомобиля
Если ремонт связан с кузовными работами (замена крыльев, крыши, фрагментов дверей и т. п.), то применяются одноточечные сварочные автоматы. Такое оборудование описано выше.
Для проведения других видов сварочных работ (сборка, рихтовка и т. п.) применяются полуавтоматические сварочные аппараты. Сварка производится подающейся автоматически проволокой. При этом применяется защитный (от воздуха атмосферы) газ. Существуют два вида сварки:
- -в атмосфере активного газа (углекислого). Сварка имеет обозначение МАГ;
- -в атмосфере инертного газа (аргона). Обозначается МИГ.
Сварка в атмосфере инертного газа имеет значительно более высокие характеристики, но стоимость аргона существенно выше стоимости углекислого газа. Поэтому, сварку МИГ применяют для работ с цветными металлами, алюминием и нержавеющей сталью, а МАГ — для сварки черных металлов.
При выполнении ремонтных сварочных работ автомобиля часто применяют сварочный инверторный аппарат «Ресанта САИПА-200». В сварочнике используются технологии IGBT, что позволяет производить сварку MIG/MAG с применением проволоки в газовой среде: углекислой или аргоне и их смеси. Кроме того, он имеет дополнительные опции:
- -защита от перегрева, что значительно увеличивает его надёжность;
- -имеются синхронизированные регулировки величины сварочного тока и скорости подачи проволоки, что повышает производительность труда.

Сварочные аппараты для автомобилей с дополнительными опциями
Многие модели сварочников, которые используются для ремонта автомобилей, имеют дополнительные опции:
- -обслуживание (зарядка, снятие сульфатации с пластин и т. п.) стартёрных аккумуляторных батарей транспортного средства. Это позволяет использовать сварочник в перерыве между сеансами сварки для дополнительных работ по обслуживанию автомобиля и способствует повышению рентабельности мастерской;
- -пуск двигателя автомашины в холодную погоду при разряженной аккумуляторной батарее. Опция расширяет возможности сварочника. Особенно это ценно в районах с суровым климатом.
Большой популярностью пользуется инверторный сварочник «AIRLINE AJS-W-03». Он осуществляет электродную электросварку. Кроме того, является пуско-зарядным устройством, осуществляющим зарядку аккумуляторных батарей с напряжением 12 В и 24 В и пуск двигателя автомобиля в неблагоприятных климатических условиях.

Аккумуляторные сварочные аппараты
Сварочные аппараты, как правило, «привязаны» к источнику электропитания: стационарная электросеть или мобильный электрогенератор. Аккумуляторные сварочные аппараты значительно повышают мобильность сварщика.
Источником питания сварочного аппарата «MicroStick 160» является аккумуляторный блок «Mobilepower 1». При помощи этого аккумулятора возможно без подзарядки использовать:
- -21 электрод диаметром 2,5 мм;
- -9 электродов диаметром 3,2 мм.
Его небольшая масса 4,9 кг (масса аккумуляторной батареи 6 кг) и приспособление для переноски позволяют сварщику самостоятельно перенести его на рабочий объект. Мобильные авторемонтные бригады зачастую оснащаются подобными малогабаритными сварочными аппаратами. Это позволяет им выезжать на легковой машине для выполнения любых неотложных сварочных работ прямо где-нибудь на трассе.Смотрите также: сварочный инвертор с функцией пуско-зарядного устройства.
kovka-svarka.net
Сварочные аппараты для дуговой, газовой, точечной сварки: обзор и классификация
Сварка — это процесс соединения двух и более металлических деталей путем их частичного сплавления. Для образования расплавленной зоны на границе двух деталей их требуется нагреть. Тысячелетиями кузнецы нагревали обе соединяемые заготовки в горнах кузниц, а потом ударами молота соединяли их.

Аргонодуговая сварка силумина
В начале 20 века, с развитием химии и изобретения способа безопасного использования горючих газов, была разработана и применена технология газовой сварки и созданы первые газосварочные аппараты. Появилась возможность нагревать огнем газовой горелки не все детали целиком, а только зону их соединения.

Сварочный агрегат
Практически одновременно инженеры и ученые догадались использовать свойство электрической дуги для локального нагрева соединяемых деталей, пропуская через них мощный электроток. Так родился первый электросварочный агрегат.
Виды сварочных аппаратов
Сварочные аппараты, применяемые в домашней мастерской, подразделяются на:
- Трансформаторного типа.
- Инверторного типа.
- Полуавтоматические.
- Аргонодуговые.
- Точечной сварки.
- Газосварочные.
 Газовый набор для сварки
Газовый набор для сварки  Электрический аппарат для сварки труб
Электрический аппарат для сварки труб Аппарат для сварки бывает электрическим или газовым. Электросварочные аппараты, чаще всего, проще в использовании и в освоении, менее пожароопасные и поэтому более популярны у домашних мастеров.
Трансформаторы
Сварочный трансформатор представляют собой мощный понижающий электротрасформатор. Понижая напряжение в десятки раз, он по законам физики одновременно дает возможность использовать в десятки раз более сильный ток, до сотен ампер. Сила тока становится достаточной для возникновения между деталью и электродом постоянного электродугового разряда, расплавляющего рабочую область деталей.
Конструкция сварочного трансформатора примитивна, и стоимость невысока. НА этом его достоинства исчерпываются. Недостатков же набирается существенный список:
- Малый диапазон и низкая точность регулировки сварного тока.
- Очень большой вес.
- Низкая стабильность дуги.
- Залипание электрода.
- Качественный шов получается только у опытного сварщика.
- Падение напряжения в питающей сети при включении режима сварки.
- Низкий коэффициент полезного действия ввиду высоких индуктивных потерь.
Трансформатор для электродуговой сварки
Два-три десятилетия тому назад 99 из 100 сварочных аппаратов были трансформаторного типа. Сегодня использовать такой сварочный аппарат для домашних работ уже никому не придет в голову. За этот короткий срок они окончательно ушли в прошлое, сохранившись лишь в политехническом музее и в дедушкином сарае.
Выпрямители
Такой агрегат представляет собой сварочный аппарат трансформаторного типа, на выходе которого добавлен блок выпрямителя. Работа проводится постоянным током, что повышает устойчивость дуги и позволяет работать менее опытным мастерам.
Однако основные минусы аппарата трансформаторного типа:
- Существенная масса и габариты.
- Скачки напряжения в электросети.
- Большие потери энергии.

Внешний вид сварочного выпрямителя
Сохраняются и у выпрямителей. Сегодня такие сварочные аппараты также окончательно вошли в категорию устаревших.
Инверторы
Инвертор отличается современной конструкцией и многими преимуществами. Напряжение на его входе проходит несколько стадий преобразования:
- Переменный электрический ток частотой 50-60 герц и напряжением 110-220 вольт преобразуется в постоянный
- Импульсы его сглаживаются
- Постоянный ток преобразуется в переменный с частотой 25-55 кГц
- Высокочастотный трансформатор, габариты и масса которого в сотни раз меньше, чем у низкочастотного, понижает напряжение до 80 в, увеличивая силу тока до 250- и даже 500 А.
- Наконец, переменный ток снова выпрямляется и превращается в постоянный и подается на электрод.
Сложность конструкции многократно окупается следующими достоинствами
- Широкий диапазон изменения рабочего тока.
- Стабильность сварочной дуги.
- Качественный шов даже у начинающего сварщика.
- Возможность автоматической регулировки тока в начале шва для предотвращения залипания электрода.
- Отсутствие бросков напряжения в электросети.
- Высокий коэффициент полезного действия.
- Скромный вес и размеры.

Инструкция сварочного инвертора
Такие агрегаты завоевали доминирующее положение на рынке домашних и полупрофессиональных устройств.
Полуавтоматы
Полуавтоматические сварочные аппараты — это следующий этап эволюции по отношению к инверторам. Вместо дискретных электродов они используют автоматически подаваемую в рабочую зону сварочную проволоку, работа при этом ведется в защитной атмосфере инертного газа, также поступающего через горелку. Аппараты незаменимы при соединении тонколистовых изделий и цветных металлов.
Полуавтоматы могут работать в нескольких режимах:
- MIG – работа в атмосфере инертных газов. Подходит для соединения деталей из нержавеющей стали, инертный газ препятствует потере деталями легирующих присадок.
- MAG – сварка в атмосфере активных газов, подаваемых в рабочую зону. Газовое облако защищает сварочную ванну от окисления кислородом воздуха.
- MMA – традиционная ручная дуговая сварка. В этом режиме применяется специальная флюсосодержащая сварочная проволока.

Сварочный полуавтомат своими руками
Аппарат дает идеально ровный шов, не вызывает коробления даже тонких свариваемых деталей. Встроенный блок автоматических регулировок облегчает труд мастера и не требует его высокой квалификации. Аппараты стоят дорого, и экономический эффект могут дать только при больших объемах сварочных работ.
Аргонодуговой сварочный аппарат
Этот метод применяется для нержавейки и цветных металлов, особенно при значительной толщине изделий. Инертный газ защищает нагретые детали от окислительного воздействия кислорода воздуха. Аргон химически инертен и существенно тяжелее воздуха, поэтому вытесняет его из рабочей зоны. Применяются как плавящиеся, так и неплавящиеся электроды.
Современные аргонодуговые сварочные аппараты применяются и для соединения деталей из титановых и алюминиевых сплавов. Важное преимущество метода — хорошая глубина проварки шва и качественное присоединение тонкостенной детали к толстостенной.

Аппарат для аргонодуговой сварки
Недостатками являются малая производительность и высокие требования к квалификации сварщика, поэтому распространение такие аппараты получили преимущественно на производствах либо в специализированных мастерских, имеющих достаточные объемы работ. Если домашнему мастеру надо сварить два куска нержавейки, то проще (и дешевле) будет обратиться в такую мастерскую
Аппарат для точечной сварки
Точечная сварка из цехов промышленных предприятий шагнула и в домашние мастерские. Она применяется там, где нужно быстро и надежно соединить тонкостенные детали, а герметичность соединения необязательна.
Аппарат для точечной сварки генерирует короткие, но очень мощные импульсы, которые расплавляют небольшую зону контакта двух свариваемых деталей на очень короткий срок, которого достаточно, однако, для надежного соединения деталей в этой точке.

Точечная контактная сварка
Такие аппараты применяют для соединения тонкостенных конструкций из конструкционной стали, нержавейки и цветных металлов.
Аппарат для газовой резки и сварки
В аппаратах газовой сварки и резки разогрев металла до температуры пластичности происходит путем нагрева рабочей зоны огнем газовой горелки. В газовой горелке образуется газовая смесь из хранящихся в разных баллонах горючего газа и кислорода, играющего роль окислителя. В качестве горючего газа используется как обычный пропан, так и ацетилен.
Аппарат обладает рядом несомненных преимуществ:
- Ничем не ограниченная мобильность — электроснабжение для работы аппарата не требуется.
- Простота конструкции и низкая стоимость.
- Широкий диапазон регулировки степени нагрева, подачи газовой смеси и темпа формирования шва.
- Возможность использования одного и того же аппарата как при сварке, так и при разрезании металлоконструкций.
Недостатками такого агрегата являются:
- Длительность обучения и наработки опыта.
- Высокая пожароопасность.
- Ограниченный перечень свариваемых металлов и сплавов.
- Низкая производительность.

Процесс газовой сварки
Такой аппарат — неплохое решение для домашнего мастера, если ему не нужно сваривать редкие металлы и особо сложные конструкции, а нужно раз в неделю подварить ворота или починить культиватор.
Плазменная сварка
В аппаратах плазменной сварки в качестве источника тепла используется поток плазмы — высокотемпературного ионизированного газа. Температура в рабочей зоне достигает 30 тысяч градусов, что в несколько раз превышает температуру, достигаемую с помощью электрической дуги. Такая высокая энергетика процесса позволяет соединять детали толщиной до сантиметра за один проход, а за несколько проходов надежно сваривать и толстостенные детали.
К сварочной горелке подводят поток рабочего газа, кроме того, на ней действует контур водяного охлаждения.
Ввиду высокой сложности и дороговизны установки применяется исключительно в производственных условиях.
Как выбрать сварочный аппарат для дома
Как выбрать сварочный аппарат для дома? Для этого необходимо, прежде всего, определиться с перечнем тех работ, которые вы собираетесь выполнять, и их периодичностью и объемом. Если вы собираетесь раз в сезон подварить старую тяпку — то подойдет и дедушкин сварочный трансформатор из сарая. Если же в планах на строительный сезон значится 120-метровый забор с воротами и калиткой — выбираем инверторный сварочный аппарат средней мощности. Если же вы собираетесь начать свой бизнес и брать заказы на сварку как черных, так и цветных металлов — самое время посмотреть производительные полуавтоматы.
Для всех типов сварочных аппаратов необходимо проанализировать их электрические параметры, чтобы не промахнуться с подключением к сети электроснабжения.
- Питающее напряжение. На рынке доступны аппараты на 220 и на 380 вольт. Для 380-вольтового устройства потребуется прокладывать отдельную проводку, такое имеет смысл делать только в стационарной мастерской среднего уровня. Для домашних нужд будет совершенно достаточно 220-вольтового инвертора. К тому же они малочувствительны к перепадам питающего напряжения и само не оказывают на сеть снабжения отрицательного влияния.
- Выходной, или сварочный ток. Для эпизодических домашних работ достаточно тока в 160-180 А, это позволит варить электродами до 4 мм металл такой же толщины. Для более толстых листов и проката потребуется ток в 20-250 А.
- Напряжение холостого хода. От этой характеристики зависит легкость запуска электрической дуги, чем выше такое напряжение — тем легче начать шов. У бытовых моделей варьируется от 40 до 90 вольт.
- Максимальный диаметр электрода. Этот параметр зависит от сварочного тока и определяет, металл какой толщины можно будет качественно проварить на данном сварочном аппарате.
Стоит упомянуть также несколько полезных опций сварочных аппаратов, облегчающих освоение процесса сварки:
- Hot Start- в начале сварки выдается дополнительный импульс повышенной мощности
- Anti-Stick- система предотвращения залипания электрода в этом случае снижает сварочный ток
- Arc Force- если малоопытный сварщик слишком быстро приближает электрод, система
Опытный сварщик может обойтись и без этих усовершенствований.
Тип сварки
Существует несколько общепринятых обозначений типов сварки.
Сварка MMA
Manual Metal Arc — электросварка отдельными электродами. Применяется в аппаратах трансформаторного типа и в инверторах. Характеризуется небольшими издержками при малых объемах работ, подходит для начинающих мастеров.

Сущность процесса сварки MMA
Сварка TIG
Tungsten Inert Gas —применение неплавящегося вольфрамового электрода и защитного инертного газа. Применяется для работы по нержавейке и цветным металлам. Требует более высокой квалификации сварщика, чаще используется на производствах или в специализированных мастерских/

Метод TIG сварки
Сварка MIG/MAG
Metal Inert/Active Gas — полуавтоматическая сварка с механической подачей сварочной проволоки в рабочую зону. Проводится в атмосфере принудительно нагнетаемого инертного (MIG) или активного (MAG) газа.
Наиболее широко применяется в промышленности, но в последнее время метод стал приобретать все большую популярность и среди домашних мастеров.
Виды электродов
Электроды для ручной сварки делятся на две большие группы.
Плавкие электроды
Такие электроды сделаны из металла с присадками, и покрыты слоем флюсообразующей обсыпки. Они полностью расплавляются в процессе сварки и входят в состав сварного шва.

Плавящийся электрод
Неплавкие электроды
Эти электроды делают из тугоплавких относительно свариваемых деталей материалов — вольфрама, графита, специально отформованного угля и других.

Внешний вид неплавящихся электродов
Они не плавятся в ходе сварки и не входят в сварной шов, а служат для подвода электрического тока к сварочной дуге
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Сварочное оборудование для кузовного ремонта
 Нередко во время ремонта автомобилей сварочное оборудование является просто необходимым. Каждый мастер это понимает, но до сих пор не у всех из них имеется современный сварочный аппарат (в большинстве магазинов цены кусаются и, к тому же, время от времени ползут вверх). Конечно, те, кто сталкивается с ремонтом нечасто, могут себе позволить отложить покупку сварочного аппарата и продолжать работать обычными, давно устаревшими моделями. Но что же делать тем, для кого ремонт — это средство заработка?..
Нередко во время ремонта автомобилей сварочное оборудование является просто необходимым. Каждый мастер это понимает, но до сих пор не у всех из них имеется современный сварочный аппарат (в большинстве магазинов цены кусаются и, к тому же, время от времени ползут вверх). Конечно, те, кто сталкивается с ремонтом нечасто, могут себе позволить отложить покупку сварочного аппарата и продолжать работать обычными, давно устаревшими моделями. Но что же делать тем, для кого ремонт — это средство заработка?..
Полезные товары для проведения сварки
В продаже сегодня имеется достаточно широкий выбор инверторов для аргоновой сварки, плазменной резки, полуавтоматов и так далее. Предложенные модели в каталоге могут подойти как для бытовых нужд, так и для профессионального ремонта автомобилей. Также можно обратить внимание на:
- сварочные электроды;
- проволока для полуавтомата;
- газовые баллоны;
- сварочные маски;
- фильтры;
- спецодежду;
- расходные материалы.
Если работы много, то лучше скупится в магазине оптом, ведь так будет существенно дешевле. При этом лучше выбирать те модели аппаратов, у которых дольше гарантия. А если сварка будет использоваться изредка, то можно обойтись одним полуавтоматом, поскольку с его помощью можно решить большинство задач.
Хорошее сварочное оборудование обеспечивает высокое качество ремонта. Безусловно, через несколько лет устареет даже самый современный и функциональный аппарат. Но всегда можно продать сварку б/у в тот момент, когда она еще будет актуальной, затем, немного добавить и купить самую новую модель. Для таких сделок подходят только дорогие и средние по цене сварочные аппараты, поскольку дешевые быстро обесцениваются.
Виды сварочных аппаратов
На рынке спецоборудования сегодня присутствуют сварочные аппараты, выполняющие самые разные задачи. Для кузовных работ лучше всего подходят качественные инверторные полуавтоматы с возможностью подключения газового шланга. Инертный газ позволяет сваривать алюминий и его сплавы.

Универсальные инверторы обладают широкими возможностями. Они варят практически все металлы, включая цветные. В таких аппаратах реализована автоматическая подача проволоки, но также есть и возможностью работать электродами с покрытием.
Современные полуавтоматические сварки выпускаются в инверторном варианте. Инвертор на несколько порядков легче и меньше обычного трансформатора, применяемого в сварочных аппаратах. Благодаря этому размеры полуавтоматических сварок стали в несколько раз меньше.
На заметку
Профессиональные полуавтоматы чаще всего сделаны стационарными, но и они достаточно компактны. В то же время есть портативные аппараты, которые можно носить на плече, как сумку. Весят они от 3,5 до 7 кг.
На рынке присутствуют сварочные аппараты разных классов. Самые дорогие сварки являются самыми качественными и многофункциональными. Их можно порекомендовать для профессионального использования. Нижний ценовой сегмент подходит в основном для бытовых нужд, а для кузовного ремонта самые дешевые аппараты лучше не покупать.
У дешевых инверторных сварок масса недостатков. Они могут быстро выйти из строя, при этом ремонт часто экономически невыгоден. Кроме того, с дешевыми сварками сложно работать, так как они не дают качественный шов. Расплавленный металл разбрызгивается по сторонам и добавляет мастеру работы.
Если кузовным ремонтом заниматься от случая к случаю, то рекомендуется приобрести сварочный аппарат из средней ценовой категории. Это может быть стационарная или портативна сварка. Выбор в данном случае будет зависеть от наличия свободного места в гараже или мастерской.
Где купить сварочное оборудование?
В любом городе существуют магазины электроинструмента. Там можно найти инверторные сварки на любой вкус. Если необходимой модели нет в наличие, то ее можно заказать. Есть в таких магазинах и широкий выбор сопутствующих товаров и расходников. Приобретая сварку в магазине, покупатель получает гарантийный талон и в случае чего может обратиться к продавцу для устранения неисправностей по гарантии.

В интернет-магазинах аппараты, а также расходные материалы и аксессуары, стоят немного дешевле. Но если покупать на сайте с неизвестной репутацией, то есть риск получить некачественный товар и несуществующую гарантию. Тем не менее, не стоит сразу отказываться от поиска нужного аппарата в Интернете, поскольку существует достаточно много серьезных сайтов, имеющих хорошие отзывы.
Сварочный аппарат можно приобрести не новый, а бывший в употреблении. Он обойдется на 30-50% дешевле, чем в магазине. Однако никто не знает остаточный ресурс того или иного аппарата б/у. То есть мы покупаем, по сути, кота в мешке.
На заметку
Инверторные сварки дороги в ремонте, поскольку чаще всего у них перегорают мощные транзисторы. Эти детали не только имеют высокую стоимость, но и являются достаточно дефицитными. Если гарантия на аппарат истекла, то на него можно рассчитывать до первой серьезной поломки.
В заключение несколько слов о совместимости сварочных аппаратов с внутренними электросетями. Средняя потребляемая мощность инверторных сварок составляет около 5 кВт. Слабая проводка может не выдержать нагрузки, возникающей при работе сварочного аппарата. Следует проверить в электрощитке наличие исправных автоматических выключателей, а также убедиться, что сечение проводов соответствует нагрузке.
Интересное видео: инверторная полуавтоматическая сварка
Читайте также:
sam-avtomalyar.ru